Acero 1.2738
Acero pensado para la industria de moldes de plástico.
¿Qué es el acero 1.2738?
1.2738 Mod 1% Ni, es un grado 290- 330 HB pretemplado, especialmente diseñado para la industria de moldes de plástico. Las adiciones de cromo, molibdeno, manganeso y níquel se optimizan para tener una microestructura completamente de martensita-bainita después del enfriamiento. El acero se funde en un horno eléctrico y se refina con un dispositivo VOD o DH.
La limpieza del acero está garantizada, así como la solidez. Esto hace que el acero se adapte particularmente bien al acero para moldes, incluso cuando se requiere pulido o grabado químico para obtener un acabado superficial de calidad.
Aplicaciones de los aceros 1.2738
- Moldes de inyección de plástico para termoplásticos.
- Troqueles de extrusión para termoplásticos.
- Moldes de compresión.
FICHA TÉCNICA
A continuación, detallamos todas las propiedades del acero de referencia 1.2738.
Puedes descargar la ficha técnica en inglés de este tipo de acero rellenando el formulario.
O, si quieres tener toda la información en castellano, solo tienes que seguir leyendo todas las características técnicas en esta página.
propiedades
SEGÚN ESTÁNDAR
- Material ~1.2738mod
- AISI ~P20Mod
ANÁLISIS QUÍMICO
Valores típicos (% en peso)
| C | Mes | En | Si | Minnesota | Cr | S | PAGS | B |
Típico | 0.26 | 0.6 | 1.0 | 0.1 | 1.5 | 1.4 | <0.003 | <0.012 | + |
Mínimo | 0.23 | 0.5 | 0.8 | 0.05 | 1.4 | 1.2 |
|
|
|
Máx. | 0.28 | 0.7 | 1.2 | 0.20 | 1.6 | 1.8 |
|
|
|
PROPIEDADES FÍSICAS
VALORES DE REFERENCIA:
Rango de dureza | Conductividad térmica | Coeficiente de expansión térmica | Calor específico | ||
290-330 HB | 20 °C (68 °F) | 20 °C – 100 °C | 20 °C – 200 °C | 20 °C – 300 °C |
|
Mínimo 280 | 40 | 12 | 13 | 13 | 480 |
Máx. | 0.28 | 0.7 | 1.2 | 0.20 | 1.6 |
PROPIEDADES METALÚRGICAS
Solidez interna:
Todas las placas se prueban ultrasónicamente. Los estándares de aceptación de ASTM A5 78.96.S9 están garantizados.
Tamaño de grano:
Uniforme 5/6 de grano según ASTM E1 1 2.
Limpieza:
1.2738 Mod se funde en un horno de arco eléctrico y se refina a través de un proceso VOD o DH; en consecuencia, el contenido de inclusiones no metálicas se reduce a un nivel extremadamente bajo. Esto asegura una buena capacidad de pulido y de grabado químico.
El contenido de inclusiones no metálicas se evalúa de acuerdo con ASTM E45 Método A («peor campo»). 1.2738 mod tiene una buena templabilidad que resulta en una buena uniformidad de dureza y microestructura.
Puntos de transformación metalúrgica:
AC1 (°C) | AC3 (°C) | Ms (°C) | V1 (°C/h) | V2 (ºC/h) |
730 | 800 | 320 | 1100 | < 40 |
Condiciones de calefacción – DIAGRAMAS CCT Y TTT


PROCESAMIENTO DEL ACERO 1.2738
TRATAMIENTO TÉRMICO
Para aplicaciones específicas donde las propiedades mecánicas son diferentes a 290 – 330 HB, el endurecimiento se puede realizar de la siguiente manera:
- Calentamiento a unos 850 °C – (1560 °F) con un tiempo de mantenimiento suficiente de 1 hora/25 mm de espesor.
- Medios: enfriamiento con agua, aceite o aire dependiendo del espesor (ver diagrama CCT).
- Aplicar una primera temperatura de revenido según la dureza deseada (ver curva de revenido) con un tiempo de mantenimiento de una hora por cada 25 mm de espesor.
- Aplicar una segunda temperatura de revenido 30 °C por debajo del revenido anterior con un tiempo de mantenimiento de una hora por cada 25 mm de espesor.
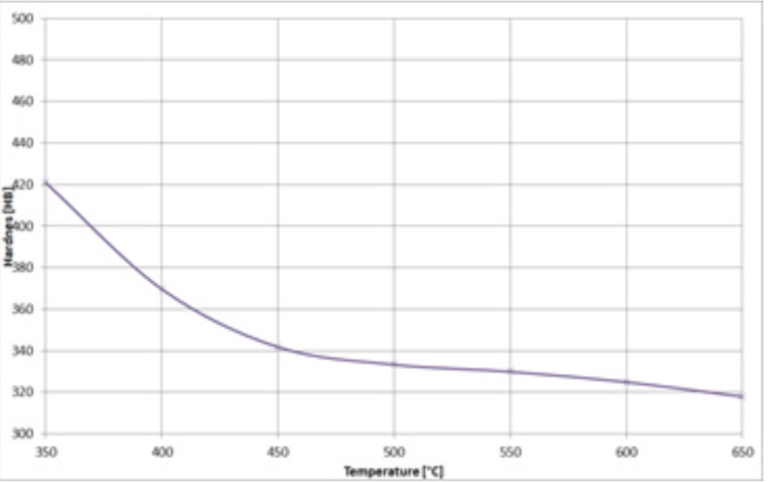
CURVA DE TEMPLADO:
TRATAMIENTO DE SUPERFICIES
La calidad de los tratamientos superficiales depende en gran medida de la rugosidad y características de la superficie después del pulido. Homogeneidad de dureza, microestructura y buena limpieza aseguran un buen comportamiento para el cromado, niquelado o nitrurado.
Sin embargo, después del cromado duro, el acero debe templarse durante aproximadamente 4 horas a 180 °C (356 °F) para evitar cualquier fragilización por hidrógeno.
MECANIZADO
El grado de acero Mod 1.2738 se desempeña muy bien en taladrado y fresado con herramientas de carburo o acero de alta velocidad.
Las condiciones de corte (velocidad de corte, tasa de pies, etc.) se pueden tomar de 1.2738 Mod. Se puede proporcionar asesoramiento sobre las condiciones de mecanizado bajo demanda.
1.2738 Mod es adecuado para EDM. Se debe tener precaución para evitar la presencia, después del mecanizado, de una capa superficial endurecida («capa blanca») en el acero. Es aconsejable eliminar completamente esta capa mediante esmerilado y pulido.
PULIDO
1.2738 mod tiene una buena capacidad de pulido en condiciones de templado y revenido. Después del esmerilado, el pulido se realizará con óxido de aluminio o pasta de diamante. Una secuencia típica de pulido podría ser:

TEXTURIZADO
1.2738 Mod es particularmente adecuado para texturizar. El proceso de fabricación de acero y el tratamiento térmico de la placa conducen a una estructura uniforme y una dureza homogénea que garantiza una reproducción precisa y uniforme del patrón.
SOLDADURA
Desde Aceroa, recomendamos desengrasar cuidadosamente, limpiar y secar la superficie antes de soldar; moler los defectos de la superficie es necesario. Se recomienda un bisel tipo V sin ángulo agudo. Se debe lograr un tratamiento de calentamiento previo y posterior para garantizar soldaduras sin grietas. GTAW es el proceso recomendado para asegurar una soldadura limpia sin sulfuros, porositos u óxidos que afecten las propiedades de la soldadura como la capacidad de grabado químico, pulido…
Características del acero 1.2738
Nuestro acero 1.2738 es un material de referencia dentro de la industria debido a su combinación única de propiedades mecánicas y químicas. Este material pertenece a la categoría de los aceros aleados y ha sido diseñado específicamente para aplicaciones que demandan una alta resistencia al desgaste y una durabilidad excepcional.
Entre sus principales características se encuentra su composición equilibrada, que incluye elementos como cromo, níquel y molibdeno. Estos componentes proporcionan una excelente tenacidad, una dureza uniforme en toda su estructura y una notable resistencia a la deformación bajo carga.
Además, este material destaca por su capacidad de ser sometido a tratamientos térmicos que potencian aún más su rendimiento. Su estructura homogénea permite una distribución uniforme de las tensiones internas, minimizando el riesgo de fisuras o deformaciones durante el uso.
También posee una gran capacidad para ser soldado o mecanizado, lo que facilita su integración en procesos industriales complejos. Gracias a estas cualidades, es ideal para la fabricación de herramientas, moldes y piezas expuestas a un uso continuo e intensivo, ofreciendo un rendimiento óptimo incluso en las condiciones más exigentes.
Ventajas del acero 1.2738
El acero 1.2738 ofrece una serie de ventajas que lo convierten en una elección estratégica para todo tipo de empresas:
- Excelente mecanizabilidad: la homogeneidad de su estructura interna facilita los procesos de corte y mecanizado, reduciendo los tiempos de producción.
- Alta resistencia al desgaste: ideal para herramientas y moldes sometidos a condiciones de uso intensivo.
- Estabilidad térmica: mantiene sus propiedades incluso bajo variaciones de temperatura prolongadas.
- Versatilidad: compatible con diferentes tratamientos térmicos, ajustándose a las necesidades específicas de cada proyecto.
Sectores que usan aceros 1.2738
El acero 1.2738 se utiliza en gran medida en sectores en los que la precisión y la resistencia son indispensables:
- Automoción: bloques para moldes de inyección de plástico y componentes estructurales.
- Aeronáutica: fabricación de matrices y piezas que requieren un alto rendimiento mecánico.
- Fabricación de moldes: especialmente para piezas de plástico y elementos de alta precisión.
- Industria energética: componentes expuestos a altas presiones y temperaturas extremas.
- Fabricación de herramientas: proporciona dureza y resistencia al desgaste en herramientas como brocas o herramientas de corte.
Por qué elegir acero 1.2738 europeo
El acero 1.2738 de origen europeo garantiza un nivel superior de calidad. La fabricación bajo estrictas normativas europeas asegura un material homogéneo, con propiedades mecánicas estables y una trazabilidad completa en todo el proceso de producción.
Adquirir este material significa optar por un suministro de confianza y una calidad consistente, reduciendo posibles interrupciones en los procesos de fabricación. Además, el compromiso europeo con la sostenibilidad y la innovación tecnológica aporta un valor añadido a cada bloque de acero que ponemos a disposición de tu empresa.
Distribuimos aceros 1.2738 en España y Portugal
Somos tu proveedor de aceros 1,2738 en bloques de confianza en España y Portugal. Entendemos las necesidades específicas de cada sector industrial y ofrecemos materiales de origen europeo con disponibilidad inmediata, adaptados a las medidas que su proyecto demanda.
Aseguramos entregas puntuales que permiten que tu empresa mantenga la continuidad de todos los procesos productivos. Los bloques que distribuimos están preparados para mecanizado, garantizando la máxima precisión y rendimiento en cada aplicación.
Si buscas un distribuidor que ofrezca calidad, asesoramiento a medida para tu proyecto y amplia disponibilidad, ACEROA es la empresa que necesitas. Ponte en contacto con nosotros y te damos presupuesto personalizado para tus necesidades específicas.
Ofrecemos materia prima de alta calidad y precisa para grandes proyectos.