Acero W 1.2738
Un acero para moldes pretemplado 300 HB/32 HRC.
¿Qué es el acero W 1.2738?
Grado pretemplado 300 HB (32 HRC) diseñado para la industria de moldes de plástico, para moldes de tamaño mediano y herramientas con buena maquinabilidad. Texturado y pulido consistentes, mejorados por un contenido de azufre muy bajo.
Aplicaciones del acero 1.2738
Para qué herramientas:
Núcleos y cavidades de moldes de inyección de plástico.
Para qué plásticos:
Termoplásticos (PE, PP, PS), plásticos termoendurecibles, fundidos transparentes.
FICHA TÉCNICA
A continuación, detallamos todas las propiedades del acero de referencia W 1.2738.
Puedes descargar la ficha técnica en inglés de este tipo de acero rellenando el formulario.
O, si quieres tener toda la información en castellano, solo tienes que seguir leyendo todas las características técnicas en esta página.
propiedades
SEGÚN ESTÁNDAR
- DIN EN 4957 40 CrMnNiMo 8 – 6 – 4
- Material W1.2738
- AISI ≈ P20 + In
ANÁLISIS QUÍMICO
Valores típicos (% en peso) – Análisis industrial típico
C | S | PAGS | Si | Minnesota | En | Cr | Mes |
0.4 | 0.005 | 0.012 | 0.3 | 1.5 | 1.0 | 1.9 | 0.2 |
PROPIEDADES MECÁNICAS
W1.2738 se entrega templado y revenido a 290 – 330 HB (30 – 35 HRC).
VALORES TÍPICOS:
Conductividad térmica Wm-1.K-1 | Coeficiente de expansión térmica (10-6.K-1) | ||||
20 °C | 20 – 100 °C | 20 – 200 °C | 20 – 300 °C | 20 – 400 °C | Calor específico J/kg.°C |
29 | 11.5 | 11.9 | 12.6 | 12.6 | 470 |
PROPIEDADES METALÚRGICAS
Solidez interna:
Todas las placas se prueban ultrasónicamente. Los estándares de aceptación de ASTM A578.96 – S9 están garantizados.
Limpieza:
El contenido de inclusiones no metálicas se reduce a un nivel extremadamente bajo. Esto asegura una buena capacidad de pulido y grabado químico. El contenido de inclusiones no metálicas se evalúa de acuerdo con el Método A de la norma ASTM E45 («peor campo»).
A (sulfuro) | B (alúmina) | C (silicato) | D (óxidos globulares) | ||||
Delgada | Pesado | Delgada | Pesado | Delgada | Pesado | Delgada | Pesado |
1.0 | 1.0 | 2.0 | 1.0 | 1.0 | 0.5 | 1.5 | 1.0 |
Niveles garantizados.
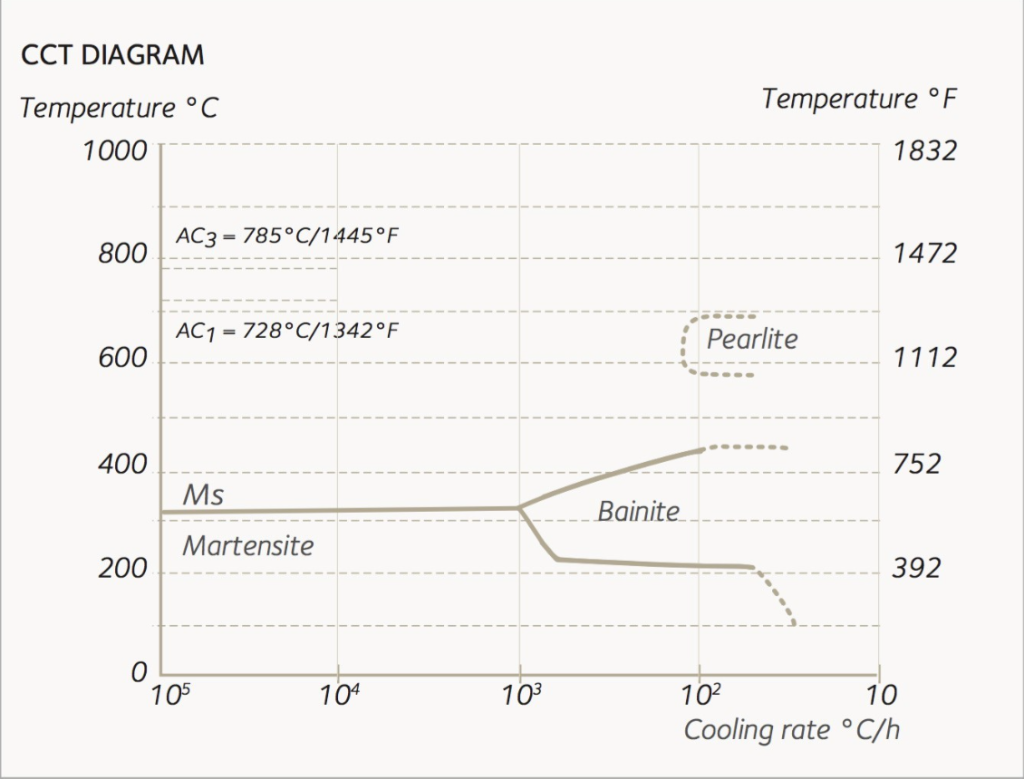
Puntos de transformación metalúrgica:
CA 1 | CA 3 | EM | V1 _ | V 2 | |||||
ºC | °F | ºC | °F | ºC | °F | °C/hora | °F/h | °C/hora | °F/h |
728 | 1342 | 785 | 1445 | 310 | 590 | 1000 | 1832 | 100 | 212 |
Homogeneidad:
Debido a su alto contenido de níquel, el grado de acero W 1.2738 tiene una excelente templabilidad que da como resultado una buena uniformidad de dureza y microestructura en todo el espesor.
PROCESAMIENTO DE PLACAS DEL ACERO W 1.2738
TRATAMIENTO TÉRMICO
Para aplicaciones particulares donde se requieran propiedades mecánicas superiores a 300 HB, el endurecimiento se puede realizar de la siguiente manera:
- Calentamiento a unos 850 °C (1560 °F) con un tiempo de mantenimiento suficiente de 1 hora/25 mm (1 h/pulgada).
- Temple en aceite o aire según espesores (ver diagrama CCT para evitar cualquier componente perlítico).
La temperatura de templado controla las características mecánicas. En general, siga estas instrucciones:
- Calentamiento uniforme a la temperatura de templado seleccionada.
- Tiempo de mantenimiento: una hora por pulgada de espesor total.
- Doble templado con enfriamiento intermedio a temperatura ambiente.
En el caso de piezas complicadas, el tiempo de mantenimiento debe determinarse teniendo en cuenta la sección más gruesa de la pieza.
Para cualquier información adicional sobre tratamientos térmicos, por favor contáctanos.
Tratamiento de superficies
La calidad del tratamiento de la superficie depende en gran medida de la rugosidad y las características de la superficie después del pulido. Homogeneidad de dureza, microestructura y buena limpieza aseguran un buen comportamiento para el cromado, niquelado o nitruración.
Después del cromado duro, el acero debe templarse durante unas 4 horas a 180 °C (356 °F) para evitar la fragilización por hidrógeno.
MECANIZADO
La calidad W 1.2738 muestra un buen rendimiento en taladrado y fresado con herramientas de metal duro.
Las condiciones de corte (velocidad de corte, avance, etc.) dependen de la herramienta. Las condiciones de corte de W 1.2311 se pueden aplicar en el grado W 1.2738.
MECANIZADO DE DESCARGA ELÉCTRICA (EDM)
Este método de mecanizado se puede utilizar en la calidad W 1.2738.
Después del mecanizado, una capa superficial endurecida, la «capa blanca», generalmente aparece al esmerilar y pulir. Esta capa debe eliminarse por completo.
PULIDO
El acero W 1.2738 tiene una buena capacidad de pulido en condiciones de templado y revenido. Después del esmerilado, el pulido se realizará con óxido de aluminio o pasta de diamante.
Es necesario evitar un sobrepulido (alta presión o tiempo de pulido) que pueda generar defectos (piel de naranja, ondas…).
SOLDADURA
GTAW es el proceso recomendado para asegurar una soldadura limpia sin sulfuros, porosidades u óxidos que afecten las propiedades de la soldadura.
Se debe lograr un tratamiento de calentamiento previo y posterior para garantizar soldaduras sin fisuras.
Para obtener más información sobre el procedimiento de soldadura, ponte en contacto con nosotros.
CONDICIONES DE ENTREGA
PROGRAMA DISENSIÓN
ESPESOR | ANCHO | LONGITUD |
7 – 120 mm (0,27″ – 5″) | 1000 – 2500 mm (39″ – 98″) | 1000 – 2500 mm (39″ – 98″) |
120 – 700 mm (5′ – 27,5″) | 1000 – 2100 mm (39″ – 79″) |
Para dimensiones específicas, ponte en contacto con nuestro departamento de ventas.