Acero 1.2738 HH
Acero pensado para la industria de moldes de plástico abrasivo.
¿Qué es el acero 1.2738 HH?
1.2738 Mod HH, es un grado 330 – 380 HB pretemplado, especialmente diseñado para la industria de moldes de plástico abrasivo. Las adiciones de cromo, molibdeno, manganeso y níquel se optimizan para tener una microestructura completamente de martensita-bainita después del enfriamiento. El acero se funde en un horno eléctrico y se refina con un dispositivo VOD o DH. La limpieza del acero está garantizada así como la solidez. Esto hace que el acero se adapte particularmente bien al acero para moldes, incluso cuando se requiere pulido o grabado químico para obtener un acabado superficial de calidad.
Aplicaciones de los aceros 1.2738 HH
- Moldes de inyección de plástico para termoplásticos.
- Troqueles de extrusión para termoplásticos.
- Moldes de compresión.
FICHA TÉCNICA
A continuación, detallamos todas las propiedades del acero de referencia 1.2738 HH.
Puedes descargar la ficha técnica en inglés de este tipo de acero rellenando el formulario.
O, si quieres tener toda la información en castellano, solo tienes que seguir leyendo todas las características técnicas en esta página.
propiedades
SEGÚN ESTÁNDAR
- Material ~1.2738 mod HH
- AISI ~P20Mod HH
ANÁLISIS QUÍMICO
Valores típicos (% en peso)
| C | Mes | En | Si | Minnesota | Cr | S | PAGS | B |
Típico | 0.26 | 0.6 | 1.0 | 0.1 | 1.5 | 1.4 | <0.003 | <0.012 | + |
Mínimo | 0.23 | 0.5 | 0.8 | 0.05 | 1.4 | 1.2 |
|
|
|
Máx. | 0.28 | 0.7 | 1.2 | 0.20 | 1.6 | 1.8 |
|
|
|
PROPIEDADES FÍSICAS
VALORES DE REFERENCIA:
Rango de dureza | Conductividad térmica | Coeficiente de expansión térmica | Calor específico | ||
330-360 HB | 20 °C (68 °F) | 20 °C – 100 °C | 20 °C – 200 °C | 20 °C – 300 °C |
|
Mínimo 320 | 40 | 12 | 13 | 13 | 480 |
PROPIEDADES METALÚRGICAS
Solidez interna:
Todas las placas se prueban ultrasónicamente. Los estándares de aceptación de ASTM A5 78.96.S9 están garantizados.
Tamaño de grano:
Uniforme 5/6 de grano según ASTM E1 1 2.
Limpieza:
1.2738 Mod HH se funde en un horno de arco eléctrico y se refina a través de un proceso VOD o DH; en consecuencia, el contenido de inclusiones no metálicas se reduce a un nivel extremadamente bajo. Esto asegura una buena capacidad de pulido y de grabado químico.
El contenido de inclusiones no metálicas se evalúa de acuerdo con ASTM E45 Método A («peor campo»). 1.2738 Mod HH tiene una buena templabilidad que resulta en una buena uniformidad de dureza y microestructura.
Puntos de transformación metalúrgica:
AC1 (ºC) | AC3 (ºC) | ms (ºC) | V1 (ºC/h) | V2 (ºC/h) |
730 | 800 | 320 | 1100 | < 40 |
Condiciones de calefacción – DIAGRAMAS CCT Y TTT


PROCESAMIENTO DEL ACERO 1.2738 HH
TRATAMIENTO TÉRMICO
Para aplicaciones específicas donde las propiedades mecánicas son diferentes a 330 – 360 HB, el endurecimiento se puede realizar de la siguiente manera:
- Calentamiento a unos 850 ºC – (1560 ºF) con un tiempo de mantenimiento suficiente de 1 hora/25 mm de espesor.
- Medios: Enfriamiento con agua, aceite o aire dependiendo del espesor (ver diagrama CCT).
- Aplicar una primera temperatura de revenido según la dureza deseada (ver curva de revenido) con un tiempo de mantenimiento de una hora por cada 25 mm de espesor.
- Aplicar una segunda temperatura de revenido 30 °C por debajo del revenido anterior con un tiempo de mantenimiento de una hora por cada 25 mm de espesor.
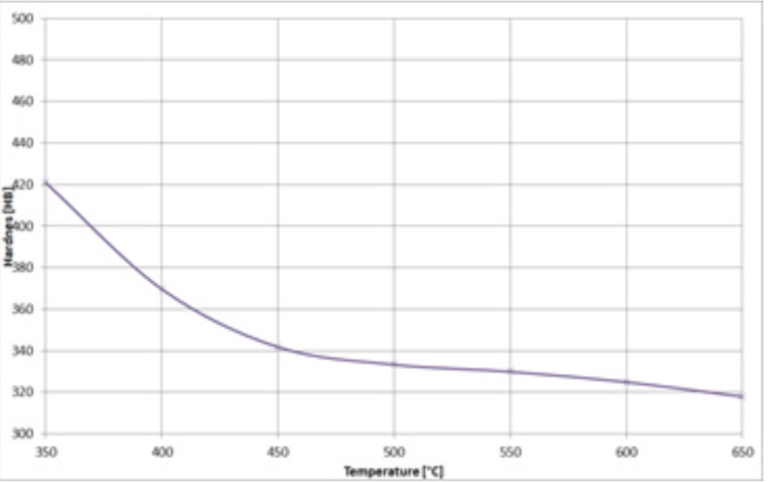
CURVA DE TEMPLADO:
TRATAMIENTO DE SUPERFICIES
La calidad de los tratamientos superficiales depende en gran medida de la rugosidad y características de la superficie después del pulido. Homogeneidad de dureza, microestructura y buena limpieza aseguran un buen comportamiento para el cromado, niquelado o nitrurado.
Sin embargo, después del cromado duro, el acero debe templarse durante aproximadamente 4 horas a 180 °C (356 °F) para evitar cualquier fragilización por hidrógeno.
MECANIZADO
La calidad 1.2738 Mod HH se desempeña muy bien en taladrado y fresado con herramientas de metal duro o acero de alta velocidad.
Las condiciones de corte (velocidad de corte, tasa de pies, etc.) se pueden tomar de 1.2738 Mod HH. Se puede proporcionar asesoramiento sobre las condiciones de mecanizado bajo demanda.
1.2738 Mod HH es adecuado para EDM. Se debe tener precaución para evitar la presencia, después del mecanizado, de una capa superficial endurecida («capa blanca») en el acero. Es aconsejable eliminar completamente esta capa mediante esmerilado y pulido.
PULIDO
1.2738 Mod HH tiene una buena capacidad de pulido en estado templado y revenido. Después del esmerilado, el pulido se realizará con óxido de aluminio o pasta de diamante. Una secuencia típica de pulido podría ser:

TEXTURIZADO
1.2738 Mod HH es particularmente adecuado para texturizar. El proceso de fabricación de acero y el tratamiento térmico de la placa conducen a una estructura uniforme y una dureza homogénea que garantiza una reproducción precisa y uniforme del patrón.
SOLDADURA
Desengrase cuidadosamente, limpie y seque la superficie antes de soldar; moler los defectos de la superficie es necesario. Se recomienda un bisel tipo V sin ángulo agudo. Se debe lograr un tratamiento de calentamiento previo y posterior para garantizar soldaduras sin grietas. GTAW es el proceso recomendado para asegurar una soldadura limpia sin sulfuros, porositos u óxidos que afecten las propiedades de la soldadura como la capacidad de grabado químico, pulido…